







- Home
- About Us
- Workflow
- Projects
- Customer Feedback
- Private Policy

- Products
- Overwrapping Machine
- Cartoning Machine
- Case Packer
- Labeling Machine
- Shrink Wrapping Machine
- Case Erector
- Case Sealer
- Check Weigher
- Strapping Machine
- All-side Ironing Machine
- Tea Bag Packing Machine
- Packaging Materials
- Pillow Type Packing Machine
- Filling And Capping Machine
- Tube Sealing Machine
- Solutions
The Trends in Checkweighers: Advancements Shaping Product Quality and Compliance2023-08-26
In the fast-paced world of manufacturing and packaging, ensuring product quality, accuracy, and compliance with regulations is of utmost importance. Checkweighers play a vital role in achieving these goals by accurately weighing products during the production process. As technology continues to advance, checkweighers are evolving to meet the changing needs of the industry. Let's explore some of the key trends in checkweighers that are shaping the landscape of quality control and compliance.
1. High-Speed Performance: With the increasing demand for efficiency and productivity, checkweighers are becoming faster and more efficient. Manufacturers are developing high-speed checkweighers that can handle rapid product throughput without compromising accuracy. These machines utilize advanced weighing technologies, such as electromagnetic force restoration and load cell systems, to achieve precise and quick measurements. High-speed checkweighers enable manufacturers to maintain production speeds while ensuring accurate weight control.
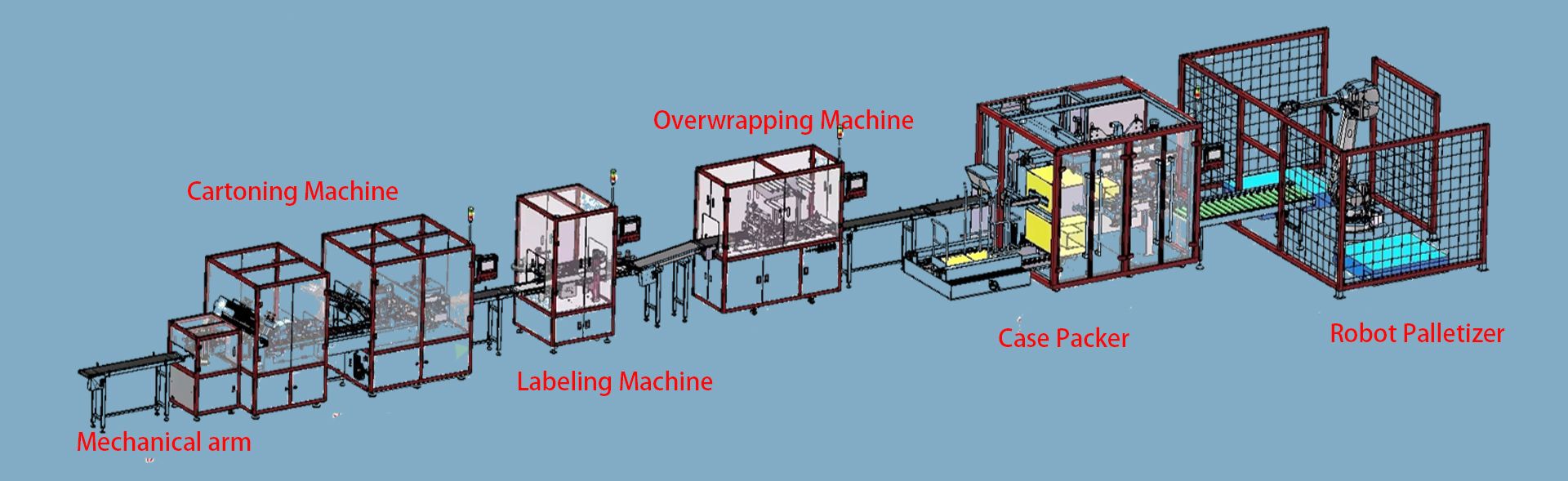
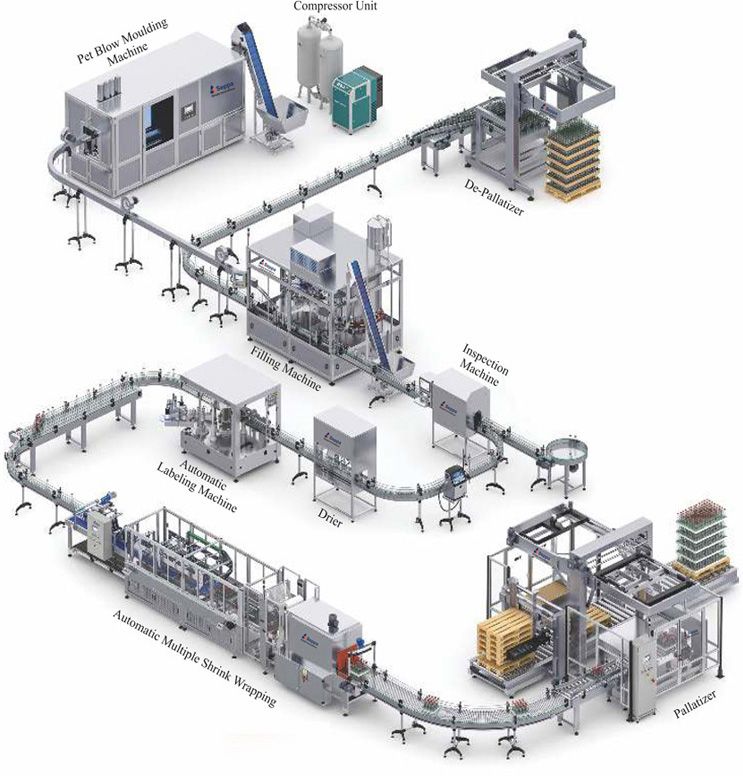
2. Integration with Other Systems: To streamline production processes and improve efficiency, checkweighers are being integrated with other systems, such as labeling machines, metal detectors, and x-ray inspection systems. This integration allows for seamless communication between different inspection and quality control processes. By combining multiple functions into a single system, manufacturers can optimize space utilization, reduce equipment costs, and enhance overall production line efficiency.
3. Advanced Data Analytics and Connectivity: Data analytics and connectivity are transforming the way checkweighers operate and provide valuable insights to manufacturers. Modern checkweighers are equipped with advanced software and data management systems that collect and analyze real-time data during the weighing process. This data can include weight measurements, statistical analysis, and trends. By leveraging this information, manufacturers can identify potential issues, optimize production processes, and make data-driven decisions to improve overall quality control and productivity.
4. Dynamic Weighing and Reject Systems: Traditional checkweighers typically weigh products in a static manner, where the products pass through the weighing platform. However, dynamic weighing systems are gaining popularity in the industry. These systems allow for continuous weighing as products move on a conveyor belt, eliminating the need to stop or slow down the production line. Dynamic weighing enables faster throughput and reduces the risk of product jams or disruptions. Coupled with advanced reject systems, which swiftly remove products outside the acceptable weight range, dynamic weighing enhances production efficiency and accuracy.
5. Enhanced Accuracy and Precision: Checkweighers are constantly being refined to achieve higher levels of accuracy and precision. Advanced load cell technology, improved signal processing algorithms, and calibration mechanisms are utilized to ensure accurate and consistent weight measurements. This increased accuracy helps manufacturers meet strict regulatory requirements and maintain product quality standards. Precision checkweighers also minimize product giveaway and reduce material waste, resulting in cost savings for the business.
6. Compliance with Regulatory Standards: In industries where strict regulations and quality standards are imposed, checkweighers are designed to meet and exceed these requirements. Manufacturers are incorporating features such as built-in checkweigher software that adheres to industry-specific regulations, including those related to weight accuracy, traceability, and documentation. Checkweighers also integrate seamlessly with data management systems, enabling efficient record-keeping and compliance reporting.
7. User-Friendly Interfaces and Remote Monitoring: Checkweighers are becoming more user-friendly, with intuitive interfaces and touchscreens that simplify operation and configuration. Manufacturers are focusing on developing user-friendly software with clear displays and easy-to-understand menus. Remote monitoring capabilities allow operators to monitor checkweigher performance, access real-time data, and receive alerts remotely. This remote connectivity streamlines troubleshooting, reduces downtime, and improves overall operational efficiency.
In conclusion, checkweighers continue to evolve and adapt to the changing needs of the manufacturing and packaging industry. With advancements in speed, integration, data analytics, and compliance features, these machines play a crucial role in ensuring product quality and compliance with regulatory standards. By embracing the latest trends in checkweighers, manufacturers can enhance production efficiency, accuracy, and customer satisfaction while meeting the highest quality control and compliance requirements.
About us- Tel: +86-510- 85868879
- E-mail: sales@siciauto.com
- Address: No.132-4, Rongyu Road, Xishan Economic Development Zone, Wuxi City, Jiangsu Province, China.
- SUPPLIER







- PROJECTS






Wuxi Sici Auto Co., Ltd. Boxmedia