







- Home
- About Us
- Workflow
- Projects
- Customer Feedback
- Private Policy

- Products
- Overwrapping Machine
- Cartoning Machine
- Case Packer
- Labeling Machine
- Shrink Wrapping Machine
- Case Erector
- Case Sealer
- Check Weigher
- Strapping Machine
- All-side Ironing Machine
- Tea Bag Packing Machine
- Packaging Materials
- Pillow Type Packing Machine
- Filling And Capping Machine
- Tube Sealing Machine
- Solutions
What digitization brings to packaging machinery (2)2021-01-08Automation brings changes to packaging machinery
The era of automation in the packaging industry began about 20 years ago. At that time, all-mechanical equipment was equipped with a programmable logic controller PLC to control the logic functions and the mechanical power shaft of the drive. However, the flexibility of this first-generation automation equipment is not satisfactory. Consumer products, especially food, have shortened life cycles and diversified products, which has stimulated a greater demand for equipment flexibility. In the second-generation automation equipment developed later, more and more functions were transferred from the mechanical power shaft to the electronic drive system, and the logic function was still controlled by the PLC system.
Control and drive technology has proven to be a key technology in the field of packaging machinery structure. Today, the completely electronic third-generation machine has all the advantages of servo technology and at the same time establishes a new industry standard. Digital packaging machinery can not only provide greater output and stronger equipment flexibility, but also adds many new features, such as: remote maintenance, integration with the company's ERP system, and evaluation of production data.
The logic function originally performed by the PLC is losing its importance, and now the electronic motion function is dominant. As the requirements for equipment flexibility increase, the number of servo motors is also increasing. This means that due to different programming languages and systems, physical and logical interfaces are no longer needed. Since the mid-1990s, some companies have driven the trend of integrated motion control and logic control solutions in the field of packaging machinery.
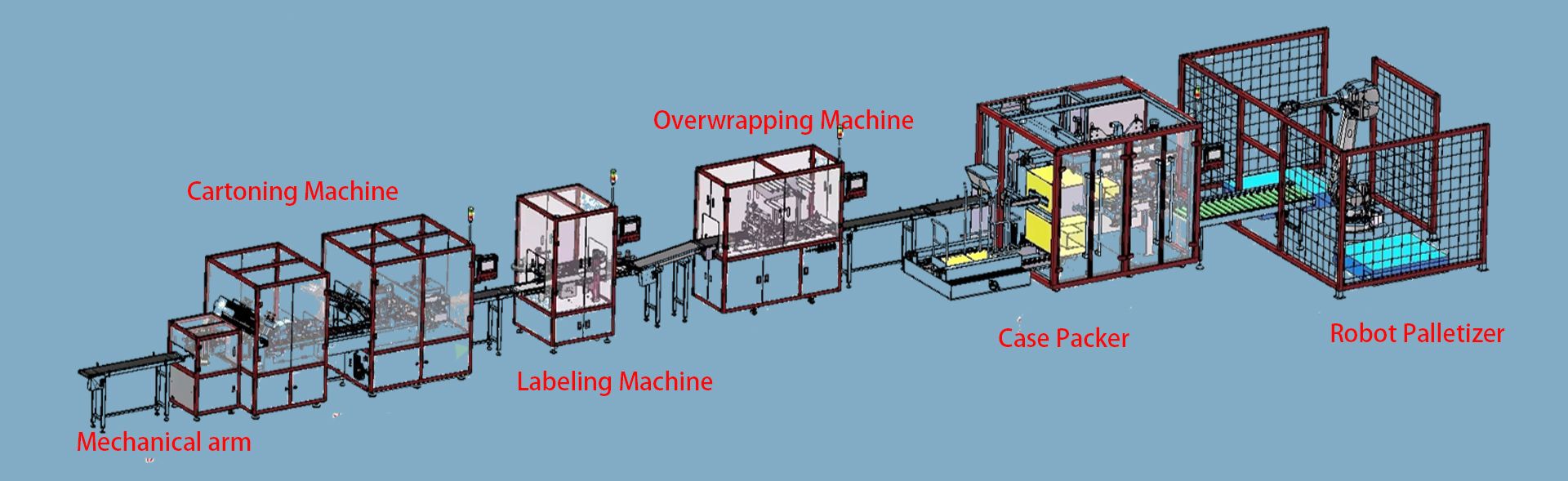
Top loading equipment is becoming more and more popular in carton packaging. The flexible cartoning machine loads goods from above, which is more flexible than horizontal machines. The robot arm can be equipped with different vacuum fixtures to adapt to various products. This solution is also very effective for composite packaging. For example, in medicine, blister packs, ampoules, medicine bottles, medicine instructions and medicine spoons can all be packed with top-loading equipment. In the field of confectionery, top loading equipment is used to put chocolates of various shapes into deep dishes. The flexibility of the top loading equipment operation is also effective for larger packages. The machine only needs to make small adjustments to adapt to different container shapes. This means that new product types can meet future requirements.
Strengthen the quality assurance system
With the deepening of market globalization, each country’s specific policies and regulations need to be complied with, and the quality requirements of the food and pharmaceutical industries have also increased. This also means that the requirements for quality assurance systems (such as automatic image processing) are also The tide is rising. Optical sensors can capture the details of the high-speed mass production process, which cannot be done by manual inspection.
All this means that the quality assurance system will be greatly improved, because the production process is completely monitored and no random inspections are required. The importance of continuous testing can be clearly reflected in the production of glass bottle containers. Because the caps of reusable bottles sometimes have fragments, making it difficult to open the caps, not to mention that glass fragments may enter the bottle, so substandard products must be reliably identified and removed from the production line. The optical system with flexible structure and operation interface can meet the needs of detection.
The controller of the packaging machine depends on the precise information sent by the sensor. For example, special light barriers in the field of film packaging can get decisive rationalization results. If the light barrier is placed on the outside of the oval film bag, the film consumption can be reduced. The requirements for the sensor are quite high, because the sensor must identify the product through the film, which may cause trouble for the multilayer film, melt seam or wrinkles. The adaptable receiver is proven to be able to successfully meet the requirements in this case, and it can also adapt to different products and film types.
About us- Tel: +86-510- 85868879
- E-mail: sales@siciauto.com
- Address: No.132-4, Rongyu Road, Xishan Economic Development Zone, Wuxi City, Jiangsu Province, China.
- SUPPLIER







- PROJECTS






Wuxi Sici Auto Co., Ltd. Boxmedia